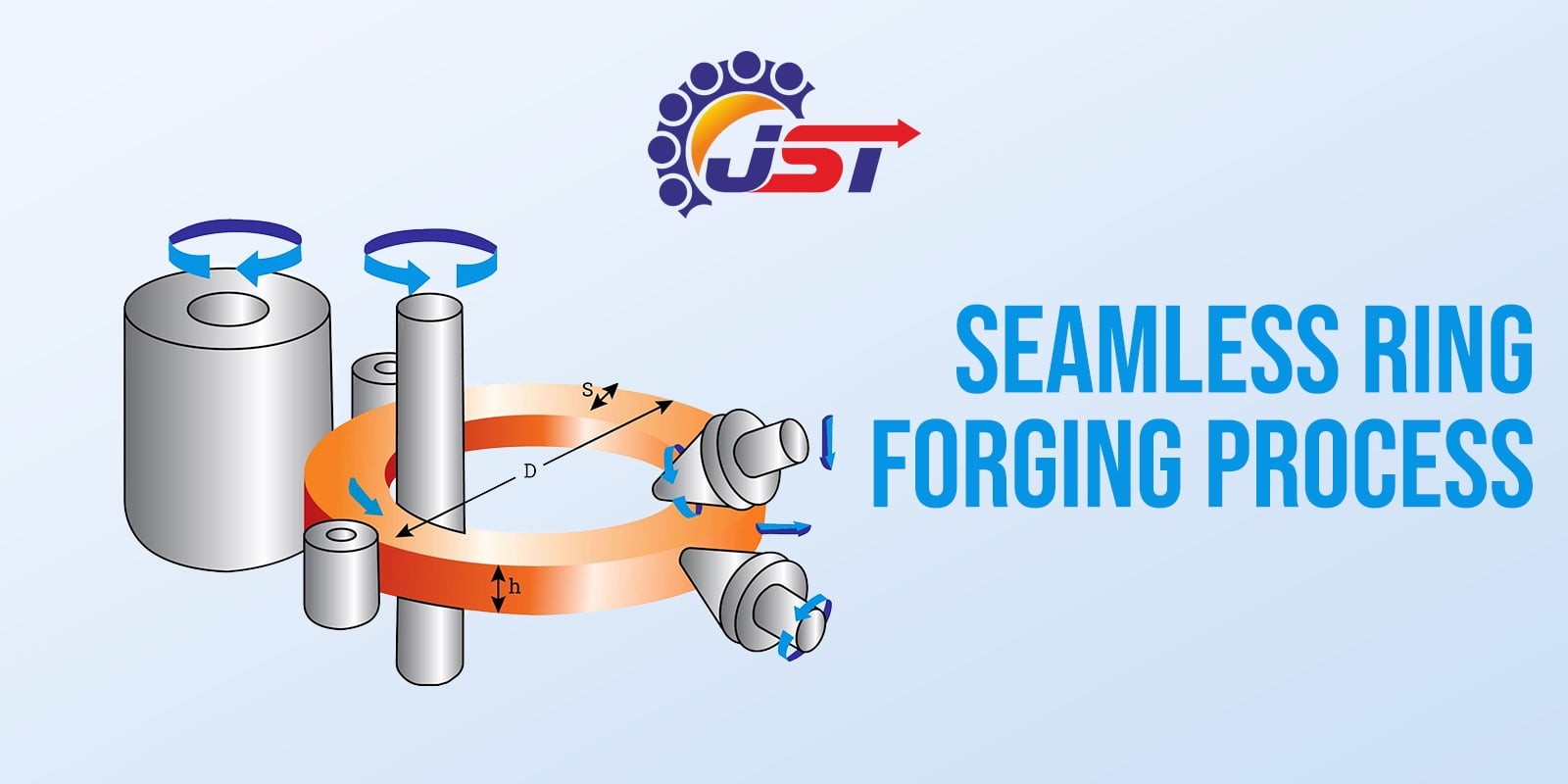
The seamless rolled ring forging process offers an ideal combination of strength, toughness, and fatigue resistance through contoured grain flow. The process begins by cutting a desired material’s starting stock to size before rounding it on the open die presses. The rounded piece is then upset and then pierced to make a preform. The preform is a donut-shaped forging ready to be placed on a ring rolling mill. On the ring rolling mill, there are axial rolls, which control the height of the ring, and an idler roll to apply pressure to the ring against a drive roll. The pressure of these forces decreases the wall thickness and height of the rolled ring while increasing the ring’s diameter.
This article takes an in-depth look at rolled ring forging. So, let’s take a deep dive into it:
What is Rolled Ring Forging?
Rolled ring forging is a metalworking process that begins with a circular piece of metal that has been upset and pierced to form a doughnut-like shape. The temperature of the doughnut shape is heated to a point above the recrystallization temperature and placed over a mandrel or idler.
The idler moves the pierced doughnut shape toward a drive roller that evenly, continuously, and uniformly rotates to reduce the wall thickness of the torus while increasing its inner and outer diameter. The results of the process are seamless rolled rings.
Through this process, seamless metal rings can have varying sizes and are manufactured for use as parts of machine tools, turbines, pipes, and pressure vessels. The rings significantly affect the mechanical properties of the material and begin to be shaped properly while allowing it to maintain its grain structure.
The rolling process produces workpieces with improved densities and aligned grain flows. Their weight can be from a few pounds up to thousands of pounds, and they come in diameters ranging from a couple of inches to over twenty feet. Configurations from forging include washer-like parts and cylindrical shapes. Wall-thickness-to-height ratios range from 1:16 up to 16:1, with larger proportions being achievable with special processing.
The typical shape for rolled ring forged items is a rectangle. Specialized tools create custom shapes with distinctive inner and outer contours. The forging process uses an open die forging method where a pre-cut and rounded workpiece is processed to attain the needed strength and grain flow direction. The repeated forging in the open die process enhances the material’s strength, boosts its fatigue resistance, and removes any gaps or voids.
Process of Rolled Ring Forging:
Ring rolling forging is recognized for its reduced material cost, versatility, and exceptional quality of finished goods. It produces flat washers and cylinders two feet high, with an outside diameter of several feet weighing over 6 tons. Additionally, the grain structure of the metal being processed is retained since the metal is not liquified. The lack of waste and the versatility of sizes make it an ideal method for metal forming. Any metal can be shaped using heat treatment, including stainless steel, aluminum, nickel, alloys, and all forms of steel. The main type of rolled ring forging is seamless ring rolling, which produces rings with added strength and fatigue resistance not found in welded rings or torch-cut rings.
Upsetting –
A forging process that focuses on increasing the diameter of a workpiece by compressing its length. Essentially, it’s the act of making a material “upset” in its shape, usually to gather material or increase the cross-sectional area.
Piercing –
The action of creating a hole or opening in a workpiece. It’s a preliminary step in many forging operations, especially in processes like tube making, where a solid cylindrical billet is pierced to create a hollow tube.
Shearing –
It’s a stage to cut material to size. In the forging process, shearing is often the first step, where large metal billets or slabs are cut into small pieces to be further processed.
Mandrel or Idler Roller –
A cylindrical object is used to shape or support a workpiece during manufacturing. In ring rolling, a mandrel helps in determining the inner diameter of the ring.
Main Roller and Shaping Process –
The primary roller that applies force and shapes the workpiece. In the context of ring rolling, the roller, along with the mandrel, works together to give its desired shape and size.
Axial Rollers –
These are rollers positioned perpendicular to the main roller. In the ring-rolling process, they control the height of the ring and work in conjunction with the main roller to achieve the desired cross-sectional shape.
Completion of Rotation –
In a rolling process, this refers to the moment a workpiece completes one full turn or rotation. It indicates a certain stage in the shaping process, after which adjustments can be made, or further processes can be initiated.
Also Read – Growing Needs of the Automotive Industry
Each of these stages is integral to various forging and metalworking operations, helping to transform raw materials into finished or semi-finished products with precision and consistency.
Transforming a billet into a ring with high precision and strength ensures structural integrity and directional grain flow. The process not only results in components with enhanced durability and reduced material waste but also meets the rigorous demands of industries ranging from aerospace to automotive. Seamless ring forging is pivotal in achieving superior-quality metal components.